Scientific Glassblowing at Adams & Chittenden
Scientific glassblowing is considerably different from what one thinks of as "glassblowing"; visions of Venetian masters working with long blowpipes, dipping into glowing furnaces of molten glass... not. We produce glass tools working from preformed tubing and other shapes made of borosilicate "Pyrex" glass, which we buy from larger manufacturers such as Corning, Kimble, and Schott.
Old School glassblowing
Print by Charles F Ulric
We use glassblowing lathes to hold, heat, and work the glass tubing; to make seals, form shapes, construct glass apparatus, and tool fittings and flanges.
Lawrence Berkeley glassblowing shop 1963 - Photo courtesy Tom Orr
The glassblowing lathe is different from a machine or wood lathe in that both the headstock and tailstock are driven synchronously. And the basic process is fundamentally different as well. Whereas traditional machining is subtractive (ie material is cut away and removed), scientific glassblowing requires that the hot glass be redistributed. This presents challenges for numerically controlled, automated equipment, as the feedback loop necessary for this redistribution has proven difficult to perform quickly. Any complexity in the glass compounds this scenario significantly.
In addition, glass can be cut, drilled, and milled in the manner of traditional machining using diamond tooling....
...as well as CNC waterjet cutting. A high-pressure abrasive slurry cuts thru glass no problem. The image below shows 1/2" borofloat plate glass and the part that has been cut from it using a waterjet, including the hole pattern. The finished part will be fire polished in an oven.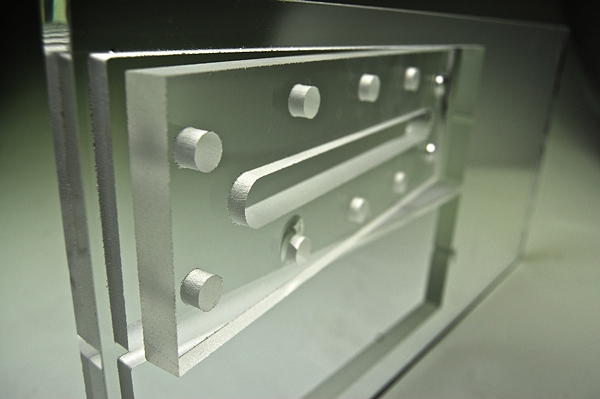
Laser cutting and drilling is possible in quartz, but problematic for borosilicate glass; borosilicate cannot withstand the thermal stresses produced by the process. We know that it is possible to "etch" the surface of borosilicate, but think it unwise from a strength standpoint.

Our processes are best thought of as a combination of thermal forming and welding: we can heat larger amounts of glass to make changes in the general shape of the glass, and heat smaller areas to fuse tubes and components together. We use welding torches and other larger torch configurations, with oxygen and gas or hydrogen for fuel. "Blowing" is certainly one of the techniques, as is sucking, spinning, slumping, etc.
Elaborated glassware, such as, condensers, cells, jacketed vessels, etc, are constructed from the inside out.
Winding small diameter tubing using a "ribbon"burner
Machines make testtubes.......
It takes people to do anything much more complicated;
See a video of people and machines at Schott;
the glassworking portion starts at 6:30 minutes in
There is a short history of science and glass presented here as a PDF from the online magazine Science. And more here from the National Muesum of American Hisory